Processos de Produção
A produção das tesouras Eversharp é mais do que apenas uma série de etapas; é um testemunho de dedicação inabalável e habilidade artesanal magistral. Desde a cuidadosa seleção de aço inoxidável japonês de alta qualidade até os processos intrincados de estampagem, tratamento térmico, moagem CNC, chanfragem e além, cada etapa reflete nossa busca incansável pela excelência. Acreditamos firmemente que somente através de uma atenção meticulosa aos detalhes podemos criar tesouras verdadeiramente excepcionais que oferecem aos usuários uma experiência afiada, durável e confortável. As tesouras Eversharp não são meramente ferramentas; elas são a perfeita incorporação do espírito artesanal.
Fluxo de Produção

Estampagem em Aço Inoxidável
A estampagem em aço inoxidável é uma etapa crítica essencial para a fabricação de tesouras de alta qualidade. Nosso processo começa com a seleção de chapas de aço inoxidável japonês de primeira linha, que são então processadas para formar as lâminas e cabos intrincados das tesouras. Seja para uso profissional ou tarefas do dia a dia em casa, as tesouras estampadas em aço inoxidável Eversharp oferecem as melhores tesouras do mercado.

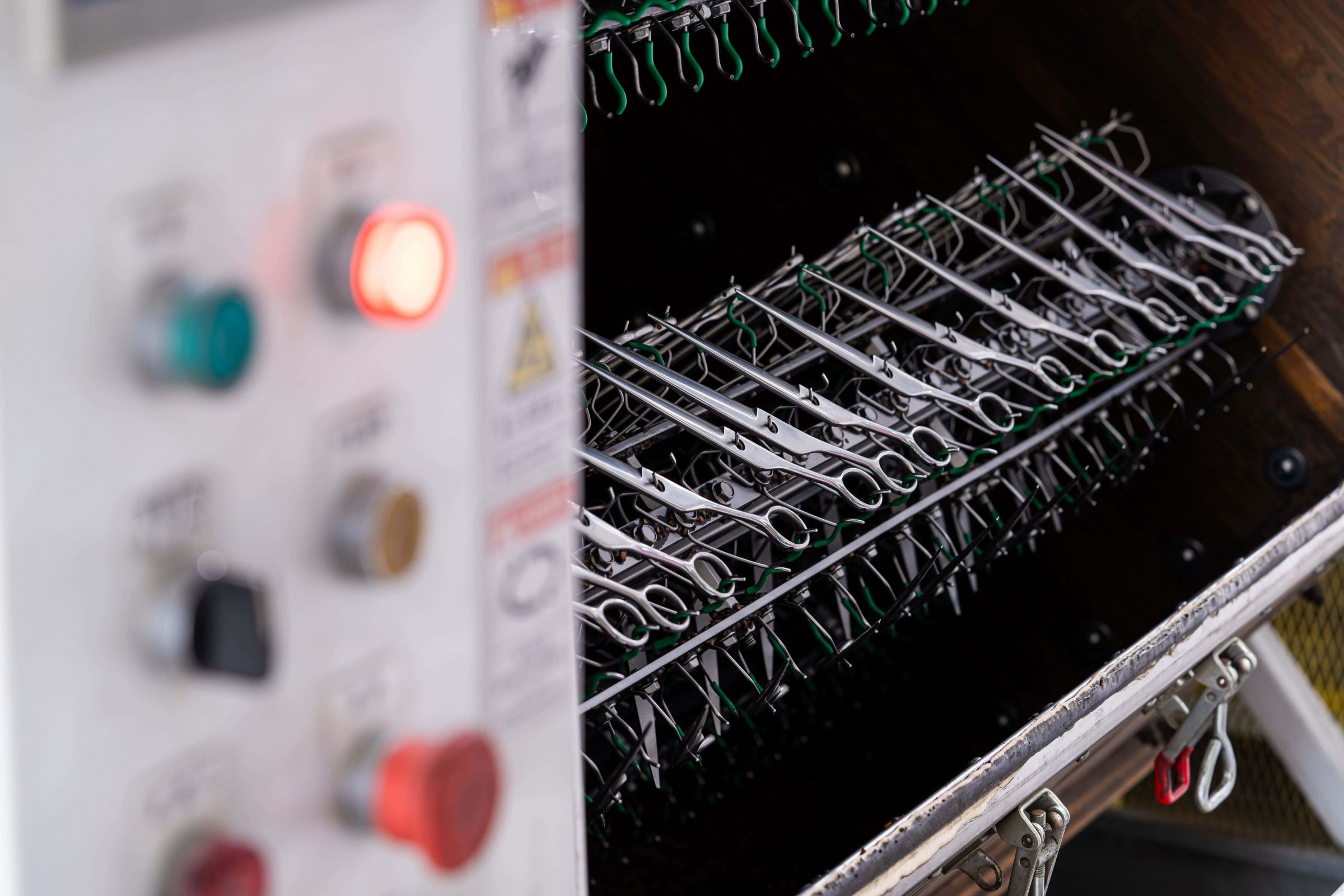
Tratamento Térmico
O tratamento térmico é essencial para melhorar o desempenho e a durabilidade das tesouras. Ao aquecer as lâminas a temperaturas específicas e resfriá-las a taxas controladas, refinamos a estrutura do grão do metal, aumentando a dureza, a tenacidade e a resistência. Este processo também reduz tensões internas e melhora a resistência ao desgaste, garantindo bordas afiadas e durabilidade.

Desbaste Oco por CNC
A moagem oca CNC é um método preciso para melhorar a afiação e a eficiência de corte das tesouras. Ela automatiza a moagem de superfícies côncavas ao longo da lâmina, criando uma moagem oca que melhora a precisão da borda. A CNC garante geometria consistente, mantendo espessura e alinhamento uniformes. O resultado são tesouras com desempenho de corte superior, fricção reduzida e melhor manobrabilidade.

Desbaste Chanfrado
Especificações usando diferentes rodas de desbaste abrasivas, a peça de trabalho pode ser removida pelo tratamento térmico da camada descarbonizada, mas também permite que a peça de trabalho tenha um tamanho e rugosidade de processamento adequados.

Tesouras com Lâminas de Rebite
As lâminas de rebite estão conectadas por um rebite central que permite uma abertura e fechamento suaves, garantindo alinhamento e estabilidade. Feito de materiais duráveis como aço inoxidável ou latão, o rebite aumenta a resistência e a longevidade.

Afiação Oca Polida
Tesouras com afiação da linha de afiar apresentam uma borda precisa que melhora a afiação e a eficiência de corte, garantindo cortes limpos e precisos com mínimo esforço. Essa técnica ajuda a manter o alinhamento da lâmina e a retenção da borda ao longo do tempo.

Afiação da Linha de Afiar
Tesouras com afiação da linha de afiar apresentam uma borda precisa que melhora a afiação e a eficiência de corte, garantindo cortes limpos e precisos com mínimo esforço. Essa técnica ajuda a manter o alinhamento da lâmina e a retenção da borda ao longo do tempo.

Afiação da Lâmina
A afiação da lâmina de tesouras é um processo preciso que molda a lâmina para obter a máxima afiação e desempenho. Garante espessura uniforme e um ângulo de corte afiado para cortes precisos e sem esforço.

Ajuste de Curvatura das Lâminas
O ajuste de curvatura das lâminas em tesouras envolve o ajuste fino da curvatura da lâmina para desempenho e ergonomia ideais. Essa personalização melhora a precisão e reduz a tensão no pulso, utilizando técnicas avançadas para manter o alinhamento e a ação de corte suave.

Montagem
A montagem de tesouras é um processo preciso onde lâminas, cabos e conjuntos de parafusos são ajustados com expertise para garantir desempenho e durabilidade ideais. Nossa equipe de montagem garante o alinhamento adequado, montagem segura e operação suave.

Limpeza e Lubrificação de Tesouras
Após a montagem, as tesouras são limpas e lubrificadas para garantir desempenho e longevidade ideais. Este processo remove detritos, melhora a clareza da lâmina e aplica uma camada protetora para evitar ferrugem e manter o corte. É essencial para tesouras profissionais usadas em cabeleireiro, costura e artesanato, garantindo precisão e durabilidade.

Embalagem
A embalagem de tesouras envolve inspecionar cada par quanto à qualidade, em seguida, embrulhá-las ou colocá-las em capas protetoras para evitar danos. Rótulos e instruções de cuidado podem ser incluídos, garantindo que as tesouras cheguem em condições impecáveis para venda no varejo ou envio direto.

Armazém & Armazenamento
As instalações de armazém e armazenamento garantem que as tesouras sejam armazenadas adequadamente e estejam prontamente disponíveis para distribuição. Prateleiras organizadas, controle climático e rastreamento de inventário mantêm a qualidade do produto e previnem danos.